1滚珠丝杠简介
1.1
滚珠丝杠的特性
(1)与滑杆副相比,驱动力矩为1/3
滚珠丝杠的丝杠轴和丝杠螺母之间有许多滚动丝,因此可以获得更高的运动效率。与以往的滑动丝杠副相比,驱动力达到1/3.可以达到相同的运动效果。所需功率为滚动丝杠副的1/3.这对省电也很有帮助。
(2)高精度轴承的保证
滚珠丝杠采用世界上最高水平的机械设备连续生产,特别是在
滚珠丝杠工厂环境下的磨削、装配和检验过程。严格控制温度和湿度,完善精细的管理保证精度。
(3)微进给是可能的
由于滚珠丝杠是利用滚珠运动的动力,起动力很小,不会出现滑动等爬行现象,保证了精密微进给的实现。
(4)无齿隙,刚性好
滚珠丝杠可以加压,利用轴向间隙达到负值,从而获得更高的刚度(当滚珠丝杠用于机械装置时,由于滚珠的开裂力,可以提高丝杠的刚度)。
(5)高速进给轴承
滚珠丝杠由于运动效率高,发热小,所以实现了高速进给(运动)。精度公差:c10.c7.c5.c3.c2.c1——数字越小,精度越高。
2
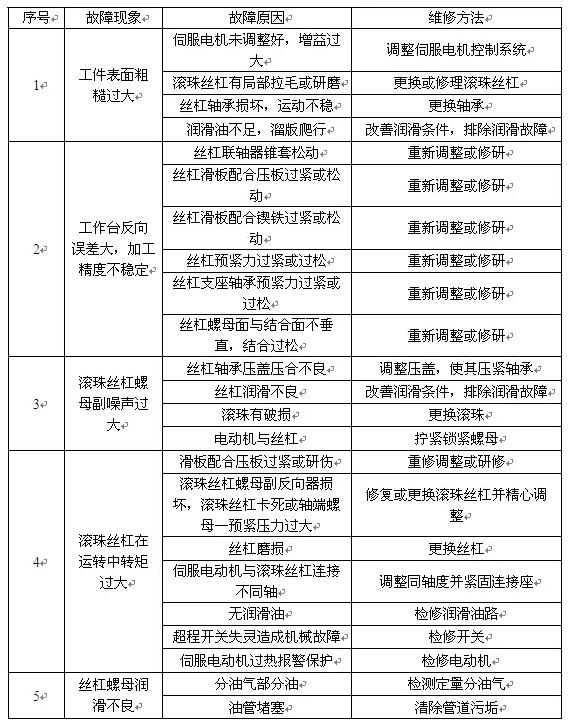
滚珠丝杠的故障与维修
由于传统的滚珠丝杠系统在数控机床上,这种机构的实际运行最为频繁,各部件经常产生机械磨损和润滑不良,从而,经常出现定位精度下降、反向间隙过大、机械爬行、轴承磨损严重、噪声过大等问题故障。当这些故障出现时,我们需要做出正确的诊断,以便及时维修设备。滚珠丝杠运动故障主要有两种类型。具体原因如下。
2.1反向间隙大,定位精度差,加工件尺寸不稳定
滚珠丝杠螺母副及其支承系统由于长期工作而产生的磨损间隙,将直接影响数控机床的旋转精度和刚度。常见故障有:反向间隙大、定位精度不稳定等,根据磨损的具体位置,故障原因分为以下几类:
(1)滚珠丝杠支承轴承磨损或轴承预紧垫圈不合适。
(2)滚珠丝杠的双螺母副产生间隙和滚珠磨损。
(3)滚珠丝杠单螺母副的磨损产生间隙。
(4)螺母法兰与工作台固定不牢,产生间隙。
2.2滚珠丝杠副运动不平稳,噪音过大
这一失败的主要原因如下:
(1)伺服电机驱动参数调整不当。
(2)螺帽润滑不良。
2.3检查和维护
滚珠丝杠副的故障是多方面的,没有固定的故障模式。有些故障是渐进性故障,需要一个发展过程,并随着使用时间的增加而变得越来越严重;有些是突发性故障,一般没有明显的征兆。这种断层是由各种不利因素和外界共同作用造成的。因此,通过正确的检测来确定真正的故障原因是快速、准确维修的前提。
2.4滚珠丝杠螺母副与支撑系统间隙的检查与维护
当数控系统反向误差大、定位精度不稳定、象限内有刀痕时,应首先检测丝杠系统的间隙。检测方法是:将带钢球的百分表放在丝杠一端的中心孔内,测量丝杠的轴向运动,另一百分表测量工作台的运动;前后转动丝杠,观察百分表上反映的数值,并根据值的变化确定故障位置。
(1)丝杠支承轴承间隙的检测与修复。
如果测量丝杠的千分表指针在丝杠正向和反向旋转时没有摆动,则表示丝杠没有串联移动。百分表的最大和最小测量值之差是丝杠的轴向串距。此时需要检查支承轴承的后盖是否锁紧,支承轴承是否磨损,预紧轴承垫圈是否合适。如果轴承没有问题,则需要制作一个新的预紧垫圈。如果轴承没有损坏,应更换轴承,制作预紧垫圈,然后拧紧后盖。丝杠的轴向运动主要取决于支承轴承预紧垫圈的精度。丝杠安装精度的最理想状态是没有正负间隙,支承轴承应有0.22mm左右的过盈量。
(2)滚珠丝杠副双螺母间隙的检测与维护
通过检测,如果确定故障不是螺杆串运动引起的,就要考虑螺杆和螺母之间是否有间隙。这种情况的检测方法与螺杆串运动的检测方法相同。用百分表测量与螺母连接的工作台,前后转动螺钉,检测螺钉与螺母之间的最大间隙,然后进行调整。
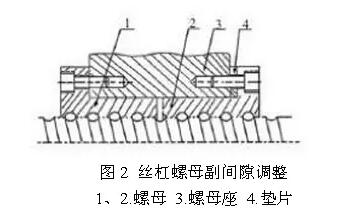
方法如图2所示,调整垫片4的厚度,使左右螺母1、2产生轴向位移,从而消除滚珠丝杠螺母副的间隙,产生预紧力。
(3)单螺母副的检查与维护
对于单螺母滚珠丝杠,丝杠和螺母副之间的间隙不能调整。
如果检测到螺钉和螺母副之间的间隙,首先检查螺钉和螺母的螺纹弧是否磨损。如果磨损严重,必须更换整套螺钉和螺母;如果磨损轻微,可以更换直径较大的滚珠进行修理。修理时,应先检测丝杠螺母副的最大间隙,换算成增大的球径,再重新装上相应的球。这种维修比较复杂,时间长,技术水平要求高。
(4)螺母法兰盘与工作台连接没有固定好而产生的间隙
这个问题一般容易被人发现,因机床长期往复运动,,固定法兰盘的螺钉松动产生间隙,在检查丝杠螺母间隙时最好把该故障因素先排除,以免在维修时走弯路。
(5)滚珠丝杠螺母副运动不平稳、噪音过大等故障的维修
滚珠丝杠螺母副不平稳和噪音过大,大部分是由于润滑不良造成的,但有时也可能因伺服电驱动参数未调整好造成的。
2.5轴承、丝杠螺母副润滑不良
机床在工作中如产生噪音和振动,在检测机械传动部分没有问题后,首先,要考虑到润滑不良的问题,因为很多机床经过多年的运转,丝杠螺母自动润滑系统往往堵塞,不能自动润滑。这时,可以在轴承、螺母中加入耐高温、耐高速的润滑脂就可以解决问题,润滑脂能保证轴承、螺母正常运行数年之久。
2.6伺服电机驱动问题
有的机床在运动中产生振动和爬行,往往检测机械部分均无问题,不管怎样调整都不能消除振动和爬行。经仔细检查,发现伺服电机驱动增益参数不适合实际运行状况。调整增益数后,就可消除振动和爬行故障。
2.7滚珠丝杠副的修复
本文中所用牧野加工中心(机床型号MC1210-A60)采用的是双螺母外循环滚珠丝杠。由于滚珠丝杠滚道是精度磨削加工成型,所以采用圆柱形油石对丝杠滚道内的局部疲劳点进行研磨处理,来消除疲劳点:将螺母拆开,仔细检查每个钢球,将表面有磨损的钢球作废,并用千分尺对所有的钢球进行测量,将尺寸变化较大的钢球作废,按测量尺寸购买同型号的钢球,保证这些钢球的直径误差在0.01mm以内:修复回珠插管,将插管凹陷的部分进行修复,尤其是插管两端的凹陷,会影响钢珠循环滚动,必须平整流畅。将螺母、钢球、丝杠滚道用煤油清理干净。
装配:刚开始装配顺利,装配进行到最后时,每安装一粒钢球都需要反复慢慢旋转螺母,并轻轻的按钢球,才能消除钢球之间的间隙。为了防止钢球从另一端滚出,可先将滚道一端口堵上,边旋转边装配,装备时要仔细并有耐心,越到最后安装越困难,直到钢球装配完成。
针对部分小型的滚球丝杠副,如HASS立式加工中心滚珠丝杠副,也可以采用较为简易的安装方法:将钢珠、螺母、丝杠用煤油清理干净后,先用甘油将小钢珠直接粘到丝杠螺母的滚道上,此时应注意:每一列循环滚道内都应沾满钢珠,而相邻两列之间的滚道内不允许有钢珠。然后将插管也装满滚珠,并将插管口的滚珠用甘油粘住。将插管加入到丝杠螺母上然后慢慢旋转螺母逐渐将螺母装配到丝杠上。此方法主要针对钢球较小的滚珠丝杠副的安装,钢珠过大的话则很难用粘到螺母内的滚道上。
2.8轴向间隙的消除
由于制造和安装的误差以及使用磨损,滚珠丝杠副总是存在误差的。这些误差对于滚珠丝杠副的传动精度和刚度都有影响。因此,必须采取措施来消除轴向间隙和提高轴向刚度。
本文主要采取垫片调整方式:通过选用不同厚度的垫片在改变两个螺母之间的轴向距离,以达到调整轴向间隙和预紧的目的。这种方式结构简单,刚性好,可靠性也好,当滚珠丝杠副产生间隙时能够及时更换调整垫片的厚度来消除轴向间隙。但精度调整比较困难,当滚道有磨损是不能随时消除间隙和改变预紧程度,只适用于一般精度的滚珠丝杠副。